 English
English Français
Français Español
Español Deutsch
Deutsch

Inhalt
- 1 Was ist ein Gewindebohrer?
- 2 Hauptfunktionen eines Gewindeschneiders
- 3 So verwenden Sie einen Gewindebohrer für Gewindeberechnungen
- 4 Gewindeschneiden im Vergleich zu anderen Gewindeschneidmethoden
- 5 Unterschied zwischen einem Gewindebohrer und einem Gewindebohrer
- 6 So verhindern Sie einen Wasserhahnbruch
- 7 Was ist ein Sackloch und welcher Gewindebohrer sollte verwendet werden?
- 8 So pflegen Sie einen Gewindebohrer
- 9 FAQ zu Gewindebohrern
- 9.1 Warum bricht mein Wasserhahn ständig in Sacklöchern?
- 9.2 Kann ich denselben Gewindebohrer zum Hand- und Maschinengewindeschneiden verwenden?
- 9.3 Was ist der Unterschied zwischen Schneid- und Formgewindebohrern?
- 9.4 Wie entferne ich einen kaputten Wasserhahn aus einem Loch?
- 9.5 Warum sind meine Fäden zu fest oder zu locker?
- 9.6 Welche Schnittgeschwindigkeit sollte ich zum Gewindeschneiden verwenden?
Was ist ein Gewindebohrer?
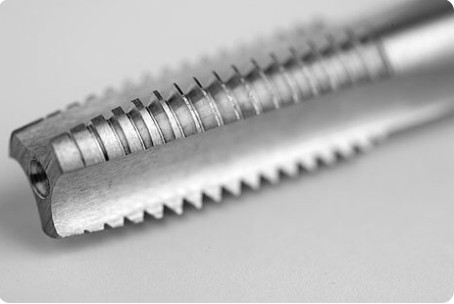
A Gewindebohrer ist ein spezielles Schneidwerkzeug zum Erstellen von Innengewinden in vorgebohrten Löchern. Die Funktion besteht darin, Material zu entfernen (Gewindebohrer zu schneiden) oder Material zu verdrängen (Gewindebohrer zu formen), um spiralförmige Nuten zu erzeugen, die Schrauben, Bolzen und andere Gewindebefestigungen aufnehmen. Gewindebohrer sind in der Fertigungs-, Automobil-, Luft- und Raumfahrt- und Sanitärindustrie unverzichtbar, wo für die Montage und mechanische Befestigung präzise Innengewinde erforderlich sind.
Gewindebohrer werden typischerweise aus gehärtetem Chromstahl, Schnellarbeitsstahl (HSS) oder Vollhartmetall hergestellt, um den beim Gewindeschneiden entstehenden Schnittkräften und der Reibung standzuhalten. Das Werkzeug verfügt über Längsnuten, die Schneidkanten und Kanäle für die Spanabfuhr bieten, sowie über eine abgeschrägte Führung, die den Gewindebohrer in das Loch führt.

Hauptfunktionen eines Gewindeschneiders
Interne Thread-Erstellung
Die Hauptfunktion eines Gewindebohrers besteht darin, Innengewinde in Löcher zu schneiden oder zu formen. Im Gegensatz zu Außengewindewerkzeugen (Matrizen) arbeiten Gewindebohrer von der Innenseite einer zylindrischen Oberfläche aus und bilden so die weibliche Komponente einer Gewindeverbindung. Dies ermöglicht die sichere Befestigung von Bolzen, Schrauben und Stehbolzen an Werkstücken aus Metall, Kunststoff oder Verbundwerkstoffen.
Gewindereparatur und -wiederherstellung
Gewindebohrer erfüllen eine entscheidende Funktion bei der Reparatur beschädigter oder ausgerissener Innengewinde. Durch Nachschneiden des Gewindeprofils können Gewindebohrer abgenutzte Gewinde wieder in ihre ursprünglichen Spezifikationen versetzen und so verhindern, dass hochwertige Komponenten verschrottet werden. Dies ist besonders wichtig bei Motorreparaturen, Maschinenwartung und Luft- und Raumfahrtanwendungen, wo die Kosten für den Austausch von Komponenten erheblich sind.
Chip-Management und Evakuierung
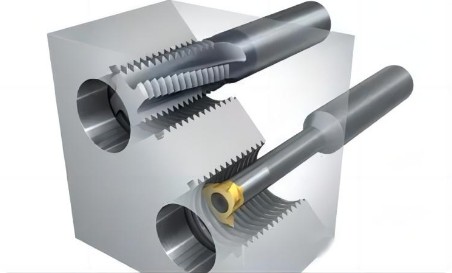
Verschiedene Gewindebohrergeometrien wurden entwickelt, um Späne effektiv zu verwalten. Gewindebohrer mit Spiralnut schieben die Späne nach vorne (ideal für Durchgangslöcher), während Gewindebohrer mit Spiralnut die Späne nach hinten ziehen (wichtig für Sacklöcher). Diese Spanabfuhrfunktion verhindert Werkzeugbruch und sichert die Gewindequalität.
So verwenden Sie einen Gewindebohrer für Gewindeberechnungen
Tippen Sie auf Bohrergrößenberechnung
Vor dem Gewindeschneiden müssen Sie ein Pilotloch mit dem richtigen Durchmesser bohren. Die Gewindebohrergröße wird so berechnet, dass sie ungefähr erreicht 65–75 % Gewindeeingriff , was für ein optimales Kraft-Drehmoment-Verhältnis sorgt. Nur ein Bohrloch 0,2 mm zu klein kann das Klopfdrehmoment um erhöhen 15–25 % , was das Bruchrisiko erheblich erhöht.
Berechnung von Drehzahl und Vorschub
Beim CNC-Gewindeschneiden wird die Spindeldrehzahl (U/min) nach folgender Formel berechnet: U/min = (Schnittgeschwindigkeit × 1000) / (π × Gewindebohrerdurchmesser) . Die Vorschubgeschwindigkeit muss genau mit der Gewindesteigung übereinstimmen – jede Abweichung führt zum Hängenbleiben des Gewindes oder zum Bruch des Gewindebohrers. Beispielsweise erfordert ein M6×1,0-Gewindebohrer genau 1,0 mm Vorschub pro Umdrehung.
Tiefenberechnung für Sacklöcher
Berechnen Sie beim Bohren von Sacklöchern die erforderliche Bohrtiefe 3–5 Teilungslängen Spielraum über die erforderliche Gewindetiefe hinaus. Dadurch wird verhindert, dass der Gewindebohrer den Lochboden berührt, was zum sofortigen Bruch führt. Für ein M8×1,25-Gewinde, das eine Gewindetiefe von 20 mm erfordert, bohren Sie mindestens 24–26 mm tief.

Gewindeschneiden im Vergleich zu anderen Gewindeschneidmethoden
Wichtige Erkenntnis: Gewindefräsen wird für Materialien mit mehr als 10 mm bevorzugt 50 HRC oder hochwertige Teile, da kaputte Fräser leichter zu entfernen sind als kaputte Gewindebohrer. Anbohrangebote erstellen 3× längere Standzeit als das Schneiden von Gewindebohrern aus Aluminium, ist jedoch auf Materialien ≤36 HRC beschränkt.
Unterschied zwischen einem Gewindebohrer und einem Gewindebohrer
Die Begriffe werden oft synonym verwendet, es gibt jedoch subtile Unterschiede:
- „Tippen“ ist die allgemeine Bezeichnung für jedes Werkzeug, das zum Erstellen von Innengewinden verwendet wird, einschließlich Handgewindebohrern, Maschinengewindebohrern und Formgewindebohrern.
- „Gewindetippen“ bezieht sich speziell auf die komplette Schneidwerkzeugbaugruppe mit definierter Gewindegeometrie, Nuten und Schaftkonfiguration, die für die Herstellung standardisierter Gewindeprofile (z. B. UNC, UNF, metrisch) ausgelegt ist.
Im praktischen Gebrauch betont „Gewindebohrer“ die Funktion des Werkzeugs, spiralförmige Gewinde zu erzeugen, während sich „Gewindebohrer“ möglicherweise allgemeiner auf die Werkzeugkategorie bezieht. Beide Begriffe beschreiben die gleiche grundlegende Werkzeugfamilie.

So verhindern Sie einen Wasserhahnbruch
Der Bruch eines Gewindebohrers gehört zu den kostspieligsten Bearbeitungsfehlern, wobei gebrochene Gewindebohrer in Sacklöchern häufig erforderlich sind EDM-Extraktion Das kann mehr kosten als das Teil selbst. Implementieren Sie diese bewährten Strategien:
Optimieren Sie die Größe der Pilotlöcher
Ziel 75 % Gewindeeingriff statt 100 %. Vollgewinde erhöhen die Festigkeit nur um 5 %, verdreifachen jedoch den Drehmomentbedarf. Überprüfen Sie die Bohrergröße beim Einrichten – verlassen Sie sich niemals ausschließlich auf Programmdaten.
Wählen Sie die richtige Tap-Geometrie
- Durchgangslöcher: Verwenden Sie Gewindebohrer mit Spiralspitze (Pistolenspitze), die die Späne nach vorne schieben
- Sacklöcher: Verwenden Sie Gewindebohrer mit Spiralnut, die die Späne nach oben ziehen
- Tiefe Löcher (>1,5× Durchmesser): Implementieren Sie Pick-Tapping-Zyklen
Kontrollieren Sie die Schnittparameter
Schnittgeschwindigkeit reduzieren um 20–30 % für gehärtete Stähle. Verwenden Sie in der CNC den starren Gewindeschneidmodus, um Spindelgeschwindigkeit und Vorschubgeschwindigkeit zu synchronisieren – eine Fehlausrichtung führt zu ungleichmäßiger Belastung und Bruch.
Sorgen Sie für eine ordnungsgemäße Schmierung
Ölbasierte Schneidflüssigkeiten mit Hochdruckzusätzen übertreffen wasserlösliche Kühlmittel zum Gewindeschneiden. Bei Edelstahl 316L führt eine unzureichende Schmierung zu Kaltverfestigung und Fressen.
Halten Sie den Werkzeug- und Maschinenzustand aufrecht
- Ersetzen Sie Gewindebohrer proaktiv basierend auf den Thread-Anzahl-Grenzwerten und warten Sie nicht auf einen Ausfall
- Überprüfen Sie, ob der Spindelschlag vorliegt ≤0,01 mm
- Verwenden Sie schwimmende Gewindebohrerhalter, um kleinere Fehlausrichtungen auszugleichen

Was ist ein Sackloch und welcher Gewindebohrer sollte verwendet werden?
Definition eines Sacklochs
A Sackloch ist ein Loch, das nicht vollständig durch das Werkstück geht – es hat einen geschlossenen Boden. Im Gegensatz zu Durchgangslöchern fangen Sacklöcher Späne im Inneren ein, was die Gewindeherstellung deutlich schwieriger macht. Sacklöcher kommen häufig in Motorblöcken, Hydraulikverteilern und Strukturbauteilen vor, bei denen Befestigungselemente nicht durch die gegenüberliegende Seite herausragen dürfen.
Empfohlene Gewindebohrertypen für Sacklöcher
Kritische Anforderung: Für Sacklöcher immer verwenden Gewindebohrer mit Spiralnut möglichst mit inneren Kühlmittelkanälen. Diese ziehen die Späne nach oben und aus dem Loch heraus und verhindern so eine Ansammlung am Boden, die zum Bruch führen könnte. Bei Löchern, die tiefer als das 1,5-fache des Durchmessers sind, führen Sie ein Tiefgewindeschneiden durch: 2–3 Gewindegänge vorschieben und dann zurückziehen, um Späne zu entfernen.
So pflegen Sie einen Gewindebohrer
Reinigung und Lagerung
Reinigen Sie die Wasserhähne nach jedem Gebrauch gründlich mit einer Bürste und Lösungsmittel, um Späne und Schneidflüssigkeitsrückstände zu entfernen. Bewahren Sie Wasserhähne in einzelnen Fächern oder Schutzhüllen auf, um Kantenschäden zu vermeiden. Werfen Sie Wasserhähne niemals in Werkzeugschubladen, wo sie mit anderen Werkzeugen in Berührung kommen können.
Inspektion und Schärfen
Untersuchen Sie die Schneidkanten des Gewindebohrers unter Vergrößerung auf Verschleiß, Absplitterungen oder Aufbauschneidenbildung. Schleifen Sie die Nuten nach, wenn Verschleiß festgestellt wird Schleifen Sie niemals den Boden der Flöte – dadurch wird das Werkzeug geschwächt. Entfernen Sie beim Nachschleifen alle verschlissenen Abschnitte, um die richtige Geometrie wiederherzustellen. Vermeiden Sie beim Nachschärfen eine zu schmale Fasenbreite.
Beschichtung und Oberflächenbehandlung
Tragen Sie Oberflächenbehandlungen auf, z Titannitrid (TiN) oder Dampfoxid, um die Reibung zu reduzieren und die Werkzeuglebensdauer zu verlängern. TiCN-Beschichtungen sind besonders effektiv für Edelstahlanwendungen. Neubeschichtete Wasserhähne können dies erreichen 2- bis 3-fache Standzeit von unbeschichteten Werkzeugen.
Lebensmanagement
Legen Sie anhand des Materials und der Gewindeanzahl vorgegebene Standzeitgrenzen fest. Beispielsweise könnte ein HSS-Gewindebohrer aus Aluminium bearbeitet werden 500–1000 Löcher , während der gleiche Wasserhahn aus Edelstahl 316L möglicherweise nur langlebig ist 50–100 Löcher . Tauschen Sie Gewindebohrer proaktiv aus – abgenutzte Gewindebohrer schneiden zu kleine Gewinde und erfordern ein höheres Drehmoment, was das Bruchrisiko erhöht.

FAQ zu Gewindebohrern
Warum bricht mein Wasserhahn ständig in Sacklöchern?
Die häufigste Ursache ist Spanansammlung am Boden des Lochs . Wechseln Sie zu Gewindebohrern mit Spiralnut, die die Späne nach oben ziehen, stellen Sie sicher, dass Ihre Bohrtiefe ausreichend Freiraum bietet (3–5 Steigungen über die Gewindetiefe hinaus), und erwägen Sie Tiefloch-Gewindeschneidzyklen für tiefe Löcher.
Kann ich denselben Gewindebohrer zum Hand- und Maschinengewindeschneiden verwenden?
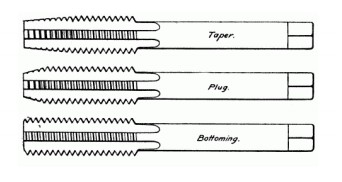
Handgewindebohrer (Kegel-, Stopfen-, Bodenschneidsätze) sind für den manuellen Einsatz mit Windeisen konzipiert und verfügen über spezielle Fasenlängen für progressives Schneiden. Maschinengewindebohrer sind für den Einsatz in CNC-/Bearbeitungszentren mit synchronisierten Vorschubgeschwindigkeiten konzipiert. Während Handgewindebohrer in Maschinen verwendet werden können, sollten Maschinengewindebohrer aufgrund ihrer aggressiven Geometrie nicht manuell verwendet werden.
Was ist der Unterschied zwischen Schneid- und Formgewindebohrern?
Gewindebohrer schneiden Entfernen Sie Material, um Gewinde zu erzeugen und Späne zu erzeugen. Gewindebohrer formen (Rollgewindebohrer) verdrängen Material ohne Spanbildung und erzeugen so stärkere Gewinde mit besserer Oberflächengüte. Formgewindebohrer erfordern jedoch Materialien ≤36 HRC und produzieren etwas größere Gewinde, was größere Vorbohrungen erfordert.
Wie entferne ich einen kaputten Wasserhahn aus einem Loch?
Zu den Entfernungsmethoden gehören: (1) Gewindebohrer-Abzieher, die den gebrochenen Schaft greifen, (2) Funkenerosion (EDM) zum Ausbrennen des Gewindebohrers, (3) vorsichtiges Bohren mit Linksbohrern oder (4) chemisches Auflösen für hochwertige Teile. Vorbeugung ist immer kosteneffizienter – die Entfernung eines defekten Gewindebohrers kann mehr kosten als das Werkstück selbst.
Warum sind meine Fäden zu fest oder zu locker?
Lose Fäden weisen auf zu große Bohrlöcher oder abgenutzte Gewindebohrer hin, die zu wenig schneiden. Enge Fäden Schlagen Sie vor, dass die Bohrer unterdimensioniert sind, dass abgenutzte Gewindebohrer unterdimensioniert sind (Flankenverschleiß vergrößert den Flankendurchmesser) oder dass eine unzureichende Schmierung zum Abrieb führt. Überprüfen Sie immer die Bohrergröße und geben Sie in den Zeichnungen die Toleranzklassen (6H für metrisch, 2B für einheitlich) an.
Welche Schnittgeschwindigkeit sollte ich zum Gewindeschneiden verwenden?
Typische Oberflächengeschwindigkeiten: Aluminium: 15–25 m/min; Kohlenstoffstahl: 8–12 m/min; Edelstahl: 4–8 m/min; Gehärteter Stahl (>45 HRC): 3–5 m/min . Beginnen Sie im Zweifelsfall am unteren Ende und steigern Sie sich schrittweise. Eine zu hohe Geschwindigkeit führt zu einer Kaltverfestigung des Edelstahls und zu einem Wärmestau, der den Verschleiß beschleunigt.


