English
English Français
Français Español
Español Deutsch
Deutsch

Inhalt
- 1 Haupttypen von Drahtgewindeeinsätzen
- 2 So wählen Sie das passende Modell aus
- 3 Erforderliche Installationswerkzeuge
- 4 Korrektes Installationsverfahren
- 5 Kompatible Materialien
- 6 Umgang mit zu starkem Anziehen und Bruch
- 7 Häufig gestellte Fragen
- 7.1 Können Drahtgewindeeinsätze wiederverwendet werden?
- 7.2 Wie viel stärker ist ein Gewindeloch mit Einsatz?
- 7.3 Beeinflussen Einsätze die Schraubendrehmomentspezifikationen?
- 7.4 Sind Drahtgewindeeinsätze standardisiert?
- 7.5 Können Einsätze in Sacklöcher eingebaut werden?
- 7.6 Was verursacht ein „Durchdrehen“ oder Herausziehen des Einsatzes?
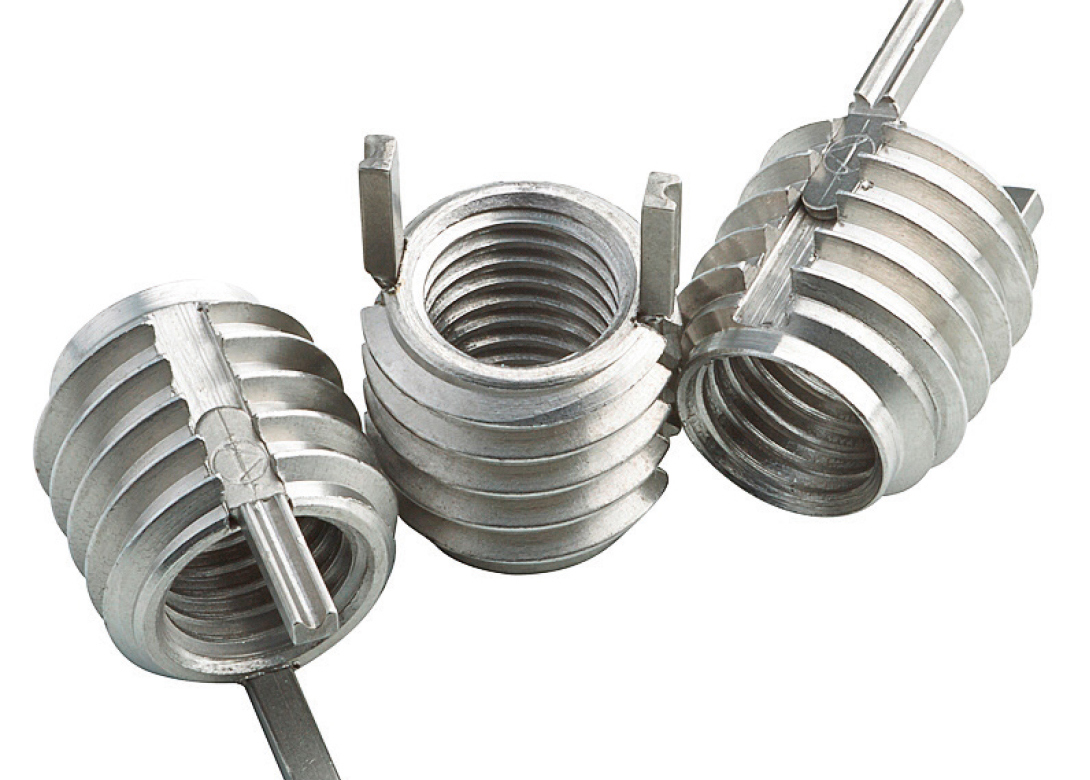
A Drahtgewindeeinsatz ist eine spiralförmig gewickelte Befestigungsvorrichtung aus hochfestem Edelstahldraht (typischerweise Typ 304 oder 316) mit rautenförmigem Querschnitt. Es wird in ein vorgebohrtes Loch eingesetzt, um ein dauerhaftes, verschleißfestes Innengewinde zu erzeugen, das die Festigkeit der meisten Grundmaterialien übertrifft. Das federartige Design des Einsatzes ermöglicht eine gleichmäßige Lastverteilung über die gesamte Gewindelänge und wundelt Scherbelastungen in radiale „Ringspannungen“ für eine hervorragende Verbindungsintegrität um.
Drahtgewindeeinsätze wurden ursprünglich für Luft- und Raumfahrt- und Automobilanwendungen entwickelt und erfüllen zwei Hauptfunktionen: Reparieren beschädigter oder ausgerissener Gewinde und Verstärkungsfäden in weichen Materialien wie Aluminium, Magnesium und Verbundwerkstoffe. Die fertige Oberfläche (8–16 Mikrozoll) ist außergewöhnlich glatt, wodurch reibungsbedingte Gewindeerosion praktisch ausgeschlossen ist und Korrosionsbeständigkeit gewährleistet ist.

Haupttypen von Drahtgewindeeinsätzen
Drahtgewindeeinsätze werden nach ihrem Verriegelungsmechanismus und ihrer Installationsmethode kategorisiert. Die vier Haupttypen sind:
Freilaufende (Standard-)Einsätze
Dies sind die gebräuchlichsten Typn – im Wesentlichen spiralförmig gewundene Federn, die Innengewinde erzeugen, die zur Schraubengröße passen. Sie sorgen für leichtgängige, frei laufende Gewinde ohne jegliche Sperrfunktion. Am besten für: Universelle Anwendungen, bei denen häufige Montage/Demontage erforderlich ist und die Vibration minimal ist.
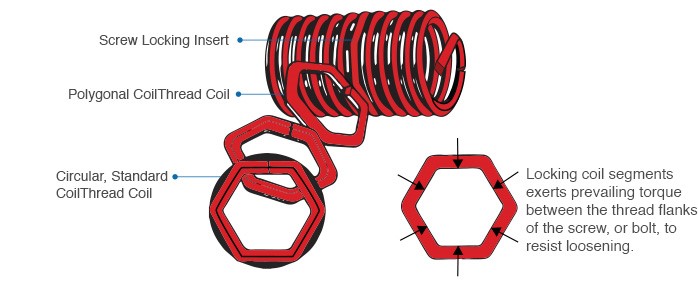
Schraubensichernde Einsätze
Diese Einsätze verfügen über eine oder mehrere polygonale Griffspulen, die radialen Druck auf das Außengewinde ausüben und so ein vorherrschendes Drehmoment erzeugen, um ein Lösen aufgrund von Vibrationen oder Stößen zu verhindern. Sie machen zusätzliche Sicherungsmechanismen wie Sicherungsscheiben oder Schraubensicherungsmittel überflüssig. Am besten für: Umgebungen mit hohen Vibrationen wie Motoren, Maschinen und Anwendungen in der Luft- und Raumfahrt.
Tanged-Einsätze
Das ursprüngliche Design verfügt über einen kleinen Zapfen (Installationsgriff) an einem Ende der Spule. Der Zapfen greift in das Montagewerkzeug ein und muss nach der Montage abgebrochen werden. Vorteile: Geringere Kosten, bewährte Zuverlässigkeit. Nachteile: Es besteht die Gefahr von Fremdkörperresten (FOD) durch den gebrochenen Zapfen, die aus Sacklöchern geborgen werden müssen.
Ohne Tang-Einsätze
Eine moderne Innovation mit Antriebskerben an beiden Enden anstelle eines Erls. Diese Einsätze können installiert und entfernt werden, ohne dass Teile abbrechen, wodurch FOD-Risiken vollständig ausgeschlossen werden. Vorteile: Wiederverwendbar, schnellere Installation, kein Entfernen des Zapfens erforderlich, ideal für kritische Luft- und Raumfahrt- und Reinraumanwendungen. Verfügbar in: Sowohl freilaufende als auch schraubenverriegelnde Konfigurationen.

| Type | Sperrfunktion | Installation | FOD-Risiko | Beste Anwendung |
|---|---|---|---|---|
| Freilaufend | Keine | Tanged oder Tangless | Niedrig-Mittel | Generalversammlung |
| Schraubensicherung | Radialgriffspulen | Tanged oder Tangless | Niedrig-Mittel | Umgebungen mit hoher Vibration |
| Tanged | Variiert | Erfordert das Abbrechen des Zapfens | Mittelhoch | Kostensensible Anwendungen |
| Tangless | Variiert | Kein Abbruch erforderlich | Keine | Luft- und Raumfahrt, kritische Systeme |
So wählen Sie das passende Modell aus
Bei der Auswahl des richtigen Drahtgewindeeinsatzes müssen vier Schlüsselparameter berücksichtigt werden:
Gewindegröße und Steigung
Passen Sie den Einsatz an Ihre Schraubenspezifikation an (metrisch: M2–M39; zöllig: UNC/UNF #2 bis 1/2 Zoll und größer). Der Einsatz muss sowohl dem Nenndurchmesser als auch der Gewindesteigung (grob oder fein) des Befestigungselements entsprechen.
Länge einfügen
Die Einsatzlänge wird als Vielfaches des Gewindedurchmessers (D) angegeben:
- 1.0D: Minimaler Eingriff, geeignet für enge Räume
- 1,5D: Standardlänge für die meisten Anwendungen
- 2,0D–3,0D: Maximale Festigkeit für hochbelastete oder kritische Anwendungen
Materialauswahl
Standardeinsätze werden aus hergestellt Edelstahl 304 (AISI 304, kaltverfestigt auf 200.000 psi Zugfestigkeit). Für spezielle Anwendungen:
- Edelstahl 316: Erhöhte Korrosionsbeständigkeit für maritime/chemische Umgebungen
- Inconel X-750: Hochtemperaturanwendungen (bis zu 550 °C/1022 °F)
- Phosphorbronze: Anwendungen, die eine verringerte Abrieb- oder Funkenbeständigkeit erfordern
Oberflächenbehandlung
Optionale Beschichtungen verbessern die Leistung unter bestimmten Bedingungen:
- Trockenfilmschmiermittel (MolyLube): Reduziert die Reibung bei Anwendungen mit hohem Drehmoment, hohe Temperaturbeständigkeit
- Cadmium- oder Nickelbeschichtung: Hervorragende Korrosionsbeständigkeit, verhindert Festfressen während der Installation
- Versilberung: Bei Anwendungen bei extremen Temperaturen wird das Gewindefressen reduziert
Erforderliche Installationswerkzeuge
Für eine vollständige Installation des Drahtgewindeeinsatzes sind die folgenden Spezialwerkzeuge erforderlich:

| Werkzeug | Funktion | Spezifikationshinweise |
|---|---|---|
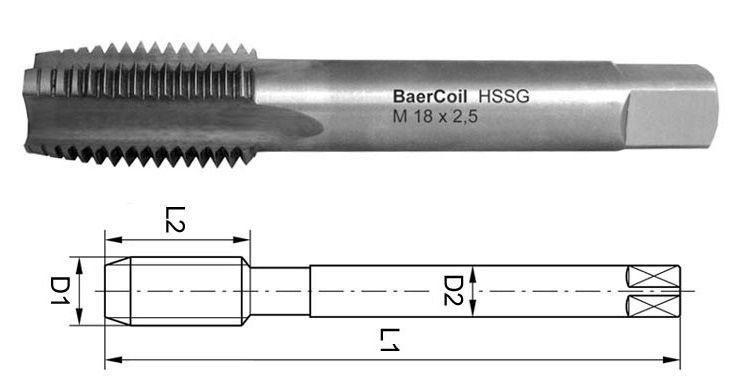
| STI-Gewindebohrer (Screw Thread Insert). | Erstellt Innengewinde zum Einfügen | Größerer Flankendurchmesser als Standard-Gewindebohrer; muss exakt mit der Einsatzgröße übereinstimmen |
| Kernlochbohrer | Vor dem Gewindeschneiden ein Pilotloch bohren | Durchmesser abhängig von der Einsatzgröße; keine toleranzen erlaubt |
| Einführwerkzeug (Vorwickler) | Die Winde werden in das Gewindeloch eingeführt | Manuell, elektrisch oder pneumatisch; unverlierbare oder nicht unverlierbare Dorntypen |
| Zapfenbrechwerkzeug | Entfernt den Zapfen nach der Installation | Locher und Hammer (200 g) für kleine Größen; spezielle Abbrechwerkzeuge für größere |
| Senker | Erstellt eine Einführfase | Tiefe ≤ 0,4 × Steigung; Verhindert das Überkreuzen der Gewindeeinsätze |
| Gewindelehrdorn | Überprüft die Genauigkeit des fertigen Gewindes | Go/No-Go-Messgerät zur Qualitätskontrolle |
| Extraktionswerkzeug | Entfernt beschädigte Einsätze | Erforderlich für Reparatur- oder Austauschszenarien |
Optionen für Elektrowerkzeuge: Bei der Produktion großer Stückzahlen sorgen pneumatische oder elektrische Installationswerkzeuge über einstellbare Tiefengrenzen und automatische Umkehrfunktionen für eine gleichmäßige Installationstiefe.
Korrektes Installationsverfahren
Der ordnungsgemäßen Installation folgt eine präzise Fünf-Schritte-Sequenz . Abweichungen von diesem Verfahren sind die Hauptursache für das Versagen des Einsatzes.

Schritt 1: Bohren
Bohren Sie das Loch mit dem angegebenen STI-Bohrer auf den richtigen Durchmesser und die richtige Tiefe. Kritische Anforderungen: Die Bohrtiefe muss die Einbautiefe des Einsatzes um mindestens 1-2 Gewindegänge überschreiten; Loch darf nicht verjüngt sein; Die Späne müssen vollständig entfernt werden – besonders wichtig bei Sacklöchern.
Schritt 2: Senken
Bringen Sie einen Senker am Locheingang an, um ein Überkreuzen des Gewindes zu verhindern und eine Einführung für den Einsatz zu ermöglichen. Maximale Senktiefe: 0,4 × Teilung. Übermäßiges Senken beeinträchtigt den Halt der Wendeschneidplatte.
Schritt 3: Tippen (STI Tap)
Schneiden Sie Gewinde mit dem angegebenen STI-Gewindebohrer, der einen größeren Flankendurchmesser als Standardgewindebohrer erzeugt, um sich an den Außendurchmesser des Einsatzes anzupassen. Bei Durchgangslöchern muss die Gewindetiefe größer sein als die Einsatzlänge. Wenden Sie bei Sacklöchern kontrollierte Kraft an, um einen Bruch des Gewindebohrers zu verhindern. Gewinde gründlich reinigen mit Druckluft (Radialdüsen für Sacklöcher) vor der Insert-Montage.
Schritt 4: Installation einfügen
Befestigen Sie den Einsatz am Installationswerkzeug, indem Sie den Zapfen (bei Einsätzen mit Zapfen) oder die Antriebskerben (bei Einsätzen ohne Zapfen) einrasten lassen. Drehen Sie das Werkzeug, um den Einsatz in das Gewindeloch zu schrauben. Stoppen Sie, wenn sich der Einsatz 0,25–0,75 Gewindegänge unter der Oberfläche befindet. Vermeiden Sie die Anwendung einer übermäßigen Axialkraft, da dies zu einem „Querschneiden“ oder einer Beschädigung der Wendeschneidplatte führen kann.
Schritt 5: Entfernen des Zapfens (nur Zapfeneinsätze)
Für Durchgangslöcher: Positionieren Sie das Zapfenbrechwerkzeug (Stempel) über dem Zapfen und schlagen Sie mit a auf das andere Ende des Werkzeugs 200g Hammer den Angel abscheren. Bei Sacklöchern: Verwenden Sie eine Spitzzange oder ein Extraktionswerkzeug, um den abgebrochenen Erl zu entfernen. Überprüfen Sie mit einem Gewindelehrdorn, ob das fertige Gewinde den Spezifikationen entspricht (normalerweise ISO 2/6H-Toleranz).

Kompatible Materialien
Drahtgewindeeinsätze sind mit praktisch allen technischen Materialien kompatibel, mit besonderen Vorteilen für weichere Substrate.
Weiche Metalle (Hauptanwendungen)
- Aluminiumlegierungen: Häufigste Anwendung; verhindert das Abisolieren von Gewinden in gegossenem und geschmiedetem Aluminium
- Magnesiumlegierungen: Unverzichtbar für leichte Luft- und Raumfahrt- und Automobilkomponenten
- Kupfer und Bronze: Bietet Verschleißfestigkeit in weicheren Nichteisenmetallen
- Titan: Kompatibel, wird jedoch häufig eher zur Gewindereparatur als zur Primärverstärkung verwendet

Eisenmetalle
Während sie bei Stahl (der über eine ausreichende Gewindefestigkeit verfügt) seltener benötigt werden, werden Einsätze in verwendet Gusseisen und Sphäroguss für Verschleißfestigkeit und in Stahl Anwendungen, die eine häufige Montage/Demontage erfordern, um Gewindeverschleiß zu verhindern.
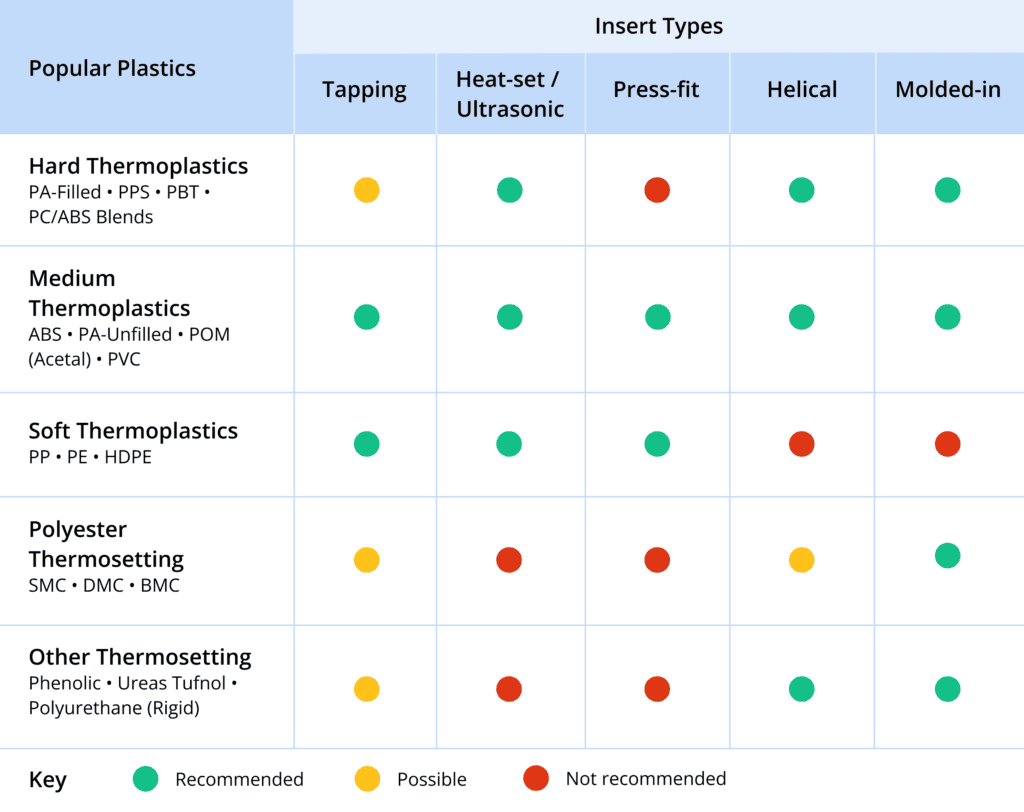
Nichtmetallische Materialien
Wirksam in Thermoplaste, Duroplaste und Verbundwerkstoffe (Kohlefaser, Glasfaser), bei denen sich direkte Gewinde leicht lösen würden. Der radiale Druck des Einsatzes erzeugt eine mechanische Verriegelung ohne Spannungskonzentrationen, die in spröden Materialien zu Rissen führen.
Richtlinie zur Materialhärte: Einsätze sind am vorteilhaftesten, wenn die Härte des Grundmaterials darunter liegt 30 HRC (Rockwell C) . Bei härteren Materialien sorgen Einsätze eher für Korrosionsbeständigkeit und eine Verlängerung der Gewindelebensdauer als für eine Festigkeitssteigerung.
Umgang mit zu starkem Anziehen und Bruch
Installationsfehler erfordern eine systematische Behebung, um die Thread-Integrität wiederherzustellen.
Entfernen des zu fest angezogenen Einsatzes
Wenn ein Einsatz zu fest angezogen ist oder nicht richtig sitzt, wenden Sie sich an einen Fachmann Extraktionswerkzeug . Führen Sie die Werkzeugspitze in die Einsatzspule ein, drücken Sie fest und drehen Sie sie gegen den Uhrzeigersinn um den Einsatz herauszuziehen. Tragen Sie bei hartnäckigen Fällen Kriechöl auf und lassen Sie es vor Extraktionsversuchen einweichen.
Entfernen des gebrochenen Einsatzes
Wenn der Einsatz während der Installation bricht:
- Bohren Sie den gebrochenen Einsatz mit einem Bohrer auf etwas kleiner als die STI-Gewindebohrergröße um eine Beschädigung der übergeordneten Threads zu vermeiden
- Verwenden Sie einen Hahnabzieher oder ein leicht zu entfernendes Werkzeug, um verbleibende Spulenfragmente zu entfernen
- Überprüfen Sie das Gewindeloch auf Beschädigungen. Wenn das Gewinde beeinträchtigt ist, bohren Sie auf die nächstgrößere Einsatzgröße auf oder verwenden Sie zur Reparatur einen massiven Buchseneinsatz (Keensert).

Präventionsmaßnahmen
Um ein Überdrehen zu verhindern:
- Verwenden Sie drehmomentbegrenzende Montagewerkzeuge oder voreingestellte Drehmomentschlüssel
- Stoppen Sie die Installation, wenn der Einsatz erfolgt 0,25–0,75 Gewindegänge unter der Oberfläche – niemals bündig oder hervorstehend
- Stellen Sie vor der Installation sicher, dass die Gewindetiefe ausreichend ist. Eine unzureichende Tiefe führt zu einem „Durchschlagen“ und einer Spulenverformung
- Verwenden Sie beim Gewindeschneiden eine geeignete Schmierung, um ein Festfressen zu verhindern, das zum Festfressen der Wendeschneidplatte führen kann
Häufig gestellte Fragen
Können Drahtgewindeeinsätze wiederverwendet werden?
Tangless-Einsätze können mehrmals entfernt und wiederverwendet werden ohne Schaden. Mit Zapfen versehene Einsätze können technisch gesehen entfernt werden, aber der Zapfenabbruch macht eine Wiederverwendung unpraktisch. Für Anwendungen, die eine häufige Wartung erfordern, sollten Sie von Anfang an tangenlose Einsätze vorsehen.
Wie viel stärker ist ein Gewindeloch mit Einsatz?
Ein ordnungsgemäß installierter Drahtgewindeeinsatz sorgt für ein Gewinde 20 % stärker als der ursprüngliche Ausgangsmaterialfaden in der Spannung und deutlich überlegen in der Scherung. Die Lastverteilung über die gesamte Einsatzlänge im Vergleich zur Konzentration auf die ersten 2-3 Gewindegänge eines Standard-Gewindelochs bietet den primären Festigkeitsvorteil.
Beeinflussen Einsätze die Schraubendrehmomentspezifikationen?
Schraubensichernde Einsätze erfordern höheres Montagedrehmoment (typischerweise 1,5–2× Standard) aufgrund des vorherrschenden Drehmoments der Griffspulen. Freilaufende Einsätze verwenden Standarddrehmomentwerte. Überprüfen Sie immer anhand der Spezifikationen des Einsatzherstellers, da ein zu geringes Drehmoment zu einer Lockerung führen kann, während ein zu starkes Drehmoment zum Versagen der Schraube führen kann.
Sind Drahtgewindeeinsätze standardisiert?
Ja, die meisten Einsätze entsprechen DIN 8140 (europäisch), NASM 21209 (Luft- und Raumfahrt), oder MS21209 (Militärstandard). Diese Standardisierung stellt die Kompatibilität zwischen den Herstellern für Einsätze, Gewindebohrer und Installationswerkzeuge sicher, obwohl eine Überprüfung für kritische Anwendungen empfohlen wird.
Können Einsätze in Sacklöcher eingebaut werden?
Ja, sowohl Einsätze mit als auch ohne Mitnehmer funktionieren in Sacklöchern. Stellen Sie bei mit Zapfen versehenen Wendeschneidplatten in Sacklöchern sicher, dass die Lochtiefe die gesamte Wendeschneidplattenlänge plus Zapfen-Abbruchspiel berücksichtigt. Einsätze ohne Zapfen sind besonders für Sacklöcher von Vorteil, da sie das Risiko ausschließen, dass lose Zapfen im Hohlraum verbleiben.
Was verursacht ein „Durchdrehen“ oder Herausziehen des Einsatzes?
Die Drehung des Einsatzes im übergeordneten Loch zeigt an unzureichender Radialdruck , normalerweise verursacht durch: (1) falsche STI-Gewindebohrergröße, die zu übergroßen Gewinden führt, (2) Einbau in Material unter der Mindesthärte/Scherfestigkeit oder (3) Verwendung einer für die Belastung zu kurzen Einsatzlänge. Die Sanierung erfordert das Aufbohren und Installieren eines größeren Einsatzes oder den Wechsel zu einem festen Einsatz mit Schlüsselverriegelung.